

Les responsables de production le savent bien : l’utilisation des moyens industriels doit faire l’objet d’un regard attentif pour comprendre les causes des pertes de performance et suivre la production au quotidien. En général, le suivi de production est réalisé à l’aide d’indicateurs et de tableaux de bords, qui donnent une vision synthétique de la production en cours de fabrication. L’acquisition des données est quand à elle plus ou moins automatisée en fonction du système de management de la production mis en œuvre dans l’atelier. Parmi ces indicateurs, on retrouve généralement le TRS, le TRE ainsi que le TRG. Derrière ses accronymes, regardons de plus près leur définition, leur méthode de calcul et l’usage le plus adapté pour évaluer au mieux la performance industrielle.
Le TRS : l’indicateur de référence
Particulièrement adapté au suivi du fonctionnement des machines, le Taux de Rendement Synthétique est un de ses indicateurs qui permet aux industriels d’obtenir une vision synthétique du rendement de leurs outils et procédés de production.
L’objectif est d’optimiser les 3 axes qui le composent pour l’améliorer :
- Disponibilité des machines de production : taux de disponibilité
- Performance des machines de production : taux de performance
- Niveau de Qualité réalisable par la machine de production : taux de qualité
Le TRS correspond à la multiplication de ces trois taux. Il s’exprime donc en pourcentage de 0 à 100%. Plus on s’approche de 100%, meilleur est la performance de production.
A noter que le TRS est défini par la norme NF E60-182 comme le rapport du temps utile sur le temps requis. Aux côtés du TRS, la norme défini également les notions de :
- TRE, taux de rendement économique
- TRG, taux de rendement global
Le TRS doit-il être mesuré en permanence ?
Les indicateurs de performance peuvent servir d’outils pour maîtriser précisément un système de production en termes d’utilisation et de coût. Ils supposent un suivi fiable de l’évolution des moyens de production.
Ainsi, le TRS est une métrique qui peut être consultée aussi souvent que nécessaire par les chefs d’atelier, responsables de production ou dirigeants à partir des tableaux de bord. Lorsque le TRS optimum est atteint, l’entreprise doit chercher à le maintenir à son meilleur niveau.
Le TRG : l’indicateur économique
Le taux de rendement global est un indicateur économique qui prend en compte toutes les composantes de la production : temps de travail, nombre de pièces conformes fabriquées, charge et efficacité de l’outil de production. Il est plus sévère que le TRS car il se calcul comme le rapport du temps passé à produire des pièces bonnes sur le temps pendant lequel l’atelier est accessible. Il permet ainsi de responsabiliser l’ensemble des services de la production : ressources humaines, R&D, ordonnancement, qualité, maintenance, etc. de façon à optimiser l’utilisation de l’outil pendant son temps de fonctionnement optimal (temps d’ouverture).
Comment calculer les indicateurs de performance TRS, TRE et TRG ?
Indicateur de référence de la TPM (Maintenance Productive Totale), le TRS est souvent calculé comme le rapport entre le nombre de pièces bonnes réellement produites et le nombre de pièces qu’il serait théoriquement possible de réaliser pendant le temps de production.
Il se décompose de la façon suivante :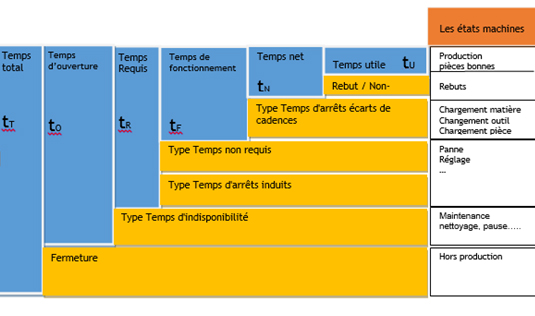
Les formules de calcul sont les suivantes (à adapter selon vos besoins) :
TRS = tU / tR = tF / tR * tN / tF * tU / tN
TRE = tU/ tT
TRG = tU / tO
Le vocabulaire à connaître pour calculer les taux de performance
Temps total : tT
Temps de référence. Pour une journée, choisir 24 heures.
Temps d’ouverture : tO
Temps pendant lequel le moyen de production est théoriquement utilisable.
Il correspond à l’amplitude des horaires de travail.
C’est le temps d’ouverture réellement pratiqué qui sera utilisé pour le calcul du TRG.
La différence tT- tO correspond au temps de fermeture.
Temps requis : tR
Temps de référence pendant lequel l’utilisateur engage son moyen de production avec la volonté de produire. Il correspond au temps de production souhaité.
La différence tO- tR correspond au temps de désengagement du moyen de production.
Temps de fonctionnement : tF
Temps pendant lequel le moyen de production fonctionne, il englobe autant la production de pièce bonne que mauvaise ainsi que certain temps de non production (temps de chargement, d’attente, de chauffe….).
La différence tR- tF correspond aux temps d’arrêts propres et induits.
Temps d’arrêt induit
Permet d’identifier les causes d’arrêts externes au moyen de production (défaut d’approvisionnement, manque de personnel….).
Temps d’arrêt propre
Permet d’identifier les causes d’arrêts imputables au moyen de production.
Ces arrêts peuvent se décomposer en 3 types :
- Temps de panne
- Temps d’arrêts d’exploitation
- Temps d’arrêts fonctionnel
Temps net : tN
Temps pendant lequel le moyen de production produit des pièces bonnes ou mauvaises.
La différence tF- tN correspond au temps d’écarts de cadence.
Temps utile : tU
Temps théorique de fabrication des pièces bonnes.
La différence tN- tU correspond au temps théorique passé à fabriquer des rebuts
Quel logiciel pour gérer et calculer automatiquement ses indicateurs de performance industriels ?
Des outils comme QUASAR-FAB permettent de détecter automatiquement l’état marche ou arrêt du moyen de production grâce aux fonctions de pilotage des terminaux aux pieds des machines. Cette détection viendra alors alimenter les données pour calculer automatiquement les TRS des machines de production.
Les états peuvent également être qualifiés par l’opérateur via la sélection de la cause d’arrêt parmi la liste paramétrée, ou automatiquement à partir de la détection automatique de certains arrêts. Le rattachement d’un état (Panne outil, Production, Production essai…) sera réalisé lors de la création de l’état. Le libellé de chaque taux est paramétrable (libellé court et long), et pour chaque taux on choisit la répartition des temps que l’on souhaite.
Par exemple, ici le taux 1 sera le TRE, avec comme temps total une durée fixe de 24 heures par journée (quelque soit le jour férié, dimanche ou semaine) et un temps d’ouverture égal au temps pendant lequel la machine produit + la somme de tous les arrêts sauf ceux du type « temps d’indisponibilité ».
On pourrait aussi choisir pour le temps d’ouverture une durée journalière basée sur le calendrier. Dans ce cas la durée d’ouverture de chaque jour serait calculée par rapport au calendrier de la Machine. Le calendrier est créé par l’intermédiaire des répartitions horaires (découpages d’une journée) et de l’affectation de ces répartitions à chaque jour du calendrier.
Si vous envisagez d’implémenter une solution suivi de fabrication avec calcul du TRS, nous vous invitions à nous contacter.


